


მაღალი სიხშირის მილის შედუღების Mill ხაზი



პროდუქტის აღწერა
Hმაღალი სიხშირის სწორი ნაკერის შედუღებული მილების წარმოების ხაზი ძირითადად გამოიყენება ელექტრო შედუღებული ფოლადის მილების დასამზადებლად φ60~φ219 მმ და კედლის სისქე 2.0~6.0 მმ, ასევე შეუძლია კვადრატული და მართკუთხა მილების და სპეციალური ფორმის მილების დამზადება, რომლებიც არ აღემატება მრგვალი მილების დიაპაზონს.API 5L მილების დამზადება შესაძლებელია მოგვიანებითსაჭირო აღჭურვილობის დამატებით.საწარმოო ხაზი შექმნილია და დამზადებულია მსგავსი აღჭურვილობის შეწოვისა და შთანთქმის საფუძველზე სახლში და მის ფარგლებს გარეთ, ჩემი ქვეყნის ეროვნულ პირობებთან შერწყმით, თამამად ინოვაციური და მომხმარებელთა აზრის ფართო მოსმენით.მოწყობილობა არის ეკონომიური, საიმედო და სტაბილური.
ძირითადი პარამეტრი
| დაბალი ნახშირბადოვანი ფოლადი და დაბალი შენადნობის ფოლადი | σB≤520mpa σS≤345mpa | |
| ფოლადის კოჭა | შიდა დიამეტრი | φ650-φ710 მმ (დასადგენი) |
| Გარეთა დიამეტრი | φ1100-φ2000 მმ | |
| რულონის წონა | ≤15 ტონა | |
| ზოლის სიგანე | 190-690 მმ | |
| ელექტრო დადგმული სიმძლავრე | დაახლოებით 1200KVA | |
| შეკუმშული ჰაერის ტევადობა | 2მ3/წთ 4-7კგ/სმ2 | |
| გამაგრილებლის სიმძლავრე | 50 ტონა საათში | |
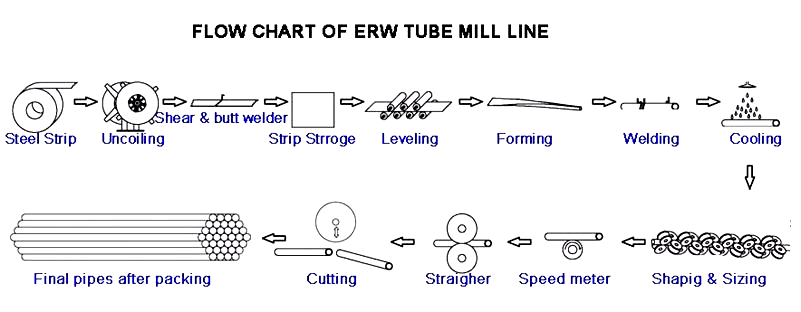
Წარმოების პროცესი
გადახვევა → სწორი თავი, მჭიდრო გასწორება → თხრილის კონდახის შედუღება → მარყუჟი → ფორმირება, მაღალი სიხშირის შედუღება, გაფცქვნა, თუთიის ონლაინ შევსება, გაგრილება, ზომა, უხეში გასწორება → მფრინავი ხერხის ზომა → შემოწმება და შეგროვება → შეფუთვა → აწონვა→ მარკირება → სტორი
შედუღების მილის წისქვილის ხაზითითოეული მანქანის შემადგენლობა და ძირითადი პარამეტრები
1.საკვები ტროლეი
| გამოყენება | იგი გამოიყენება ზოლის ხვეულის მისაღებად, მისი გადასატანად დეკოილერში და ზოლის კოჭის ასაწევად ხვეულის თავის ცენტრში. | ||
| სტრუქტურა | იგი შედგება მატერიალური თაროს, სამგზავრო მექანიზმის, ზეთის ცილინდრისგან, სახელმძღვანელო რელსისგან და ა.შ. | ||
| ტევადობა | ≤15T | გააჩერეთ | ჰიდრავლიკური |
| მოძრავი რეჟიმი | ძრავა ციკლოიდური რედუქტორით | ||
2.უკუილერი
| გამოყენება | ზოლების ხვეულების დაკიდებისა და დამხმარე საწარმოო ხაზებისთვის ნედლეულის უზრუნველსაყოფად | |||
| ტევადობა | ≤15T | დამუხრუჭების მეთოდი | პნევმატური სამუხრუჭე, სოლენოიდის სარქვლის კონტროლი | |
| Uncoiler | ჰიდრავლიკური გაფართოება და შეკუმშვა | ერთი კონუსის ჰიდრავლიკური გაფართოება და შეკუმშვა | ||
3.გასწორება მანქანა
| გამოყენება | ფოლადის ზოლის თავი, რომელიც გამოიყენება საწურავთან ერთად, ამოღებულია საწურიდან და იგზავნება პინჩის ნიველირებად მანქანაში გასათანაბრებლად. | ||
| სტრუქტურა | პრესის როლიკებით მოწყობილობა, ნიჩბის თავის მოწყობილობა, სწორი თავსაკრავი | ||
| სიგანე | 190-690 მმ | დიამეტრი | φ1100-φ2000 მმ |
4.Pinch კვების და ნიველირებადი მანქანა
| გამოყენება | ფოლადის ზოლის დალაგება საცობიდან და გასასწორებელი აპარატი თავსა და კუდში და ფოლადის ზოლის მიწოდება საპარსი კონდახის შედუღების მანქანაზე | ||
| სტრუქტურა | პინჩის როლიკერის, ნიველირებადი როლიკერის და გადამცემი მოწყობილობის შემადგენლობა | ||
| სიგანე | 190-690 მმ | დიამეტრი | φ1100-φ2000 მმ |
Tube Mill Line of Workpiece






